我們的模具工廠設備齊全,可以生產超出客戶期望的鑽尾模具。作為一家OEM/ODM工廠,我們也大力投資發展自己的品牌,我們的專業知識不僅延伸到製造方面,也延伸到實務方面。大多數模具製造商僅根據客戶圖紙或間接反饋進行更改,而翊創不斷收到來自分銷商、經銷商、最終用戶和大大小小的項目的現場工人的第一手反饋,這使我們能夠做出更改和改進不僅在紙上工作,而且在現場工作!
我們的鑽尾模具製造基地佔地 700 平方米,並配備了以下設備:
臥軸平面磨床用於加工工件的平面。砂輪水平放置,與工作台平行,使機器能夠左右運動研磨工件表面。
與半自動平面磨床類似,不同之處僅在於操作員負責手動移動工作台、調整橫向進給和縱向進給以及控制砂輪與工件的嚙合。
立式轉塔銑床具有垂直定向的主軸,該主軸安裝在轉塔上。刀塔是位於工作台上方的旋轉平台,可使主軸向多個方向移動以執行各種銑削操作。
我們的液壓壓縮成型機用於將夾尖模具與底座組合在一起。
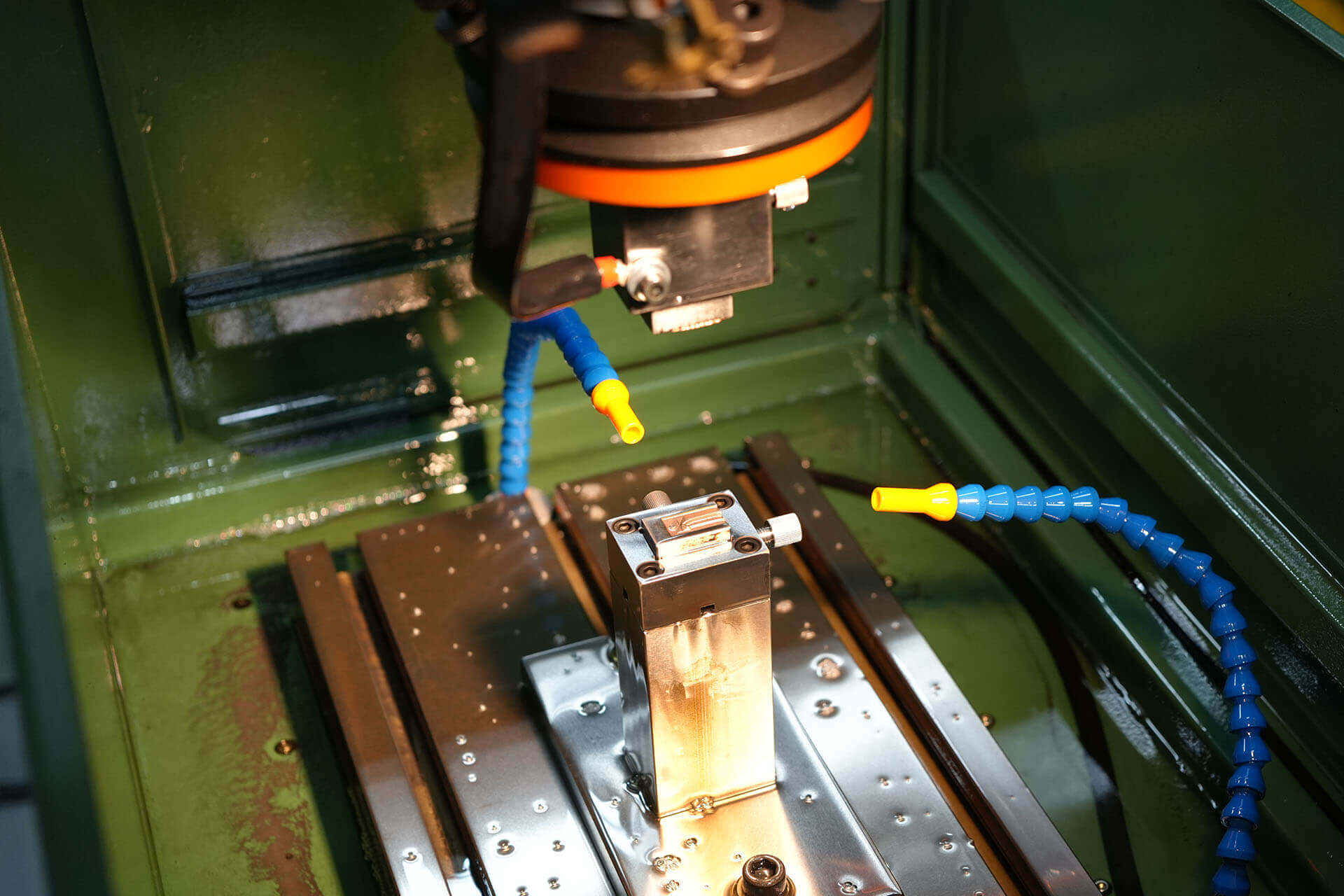
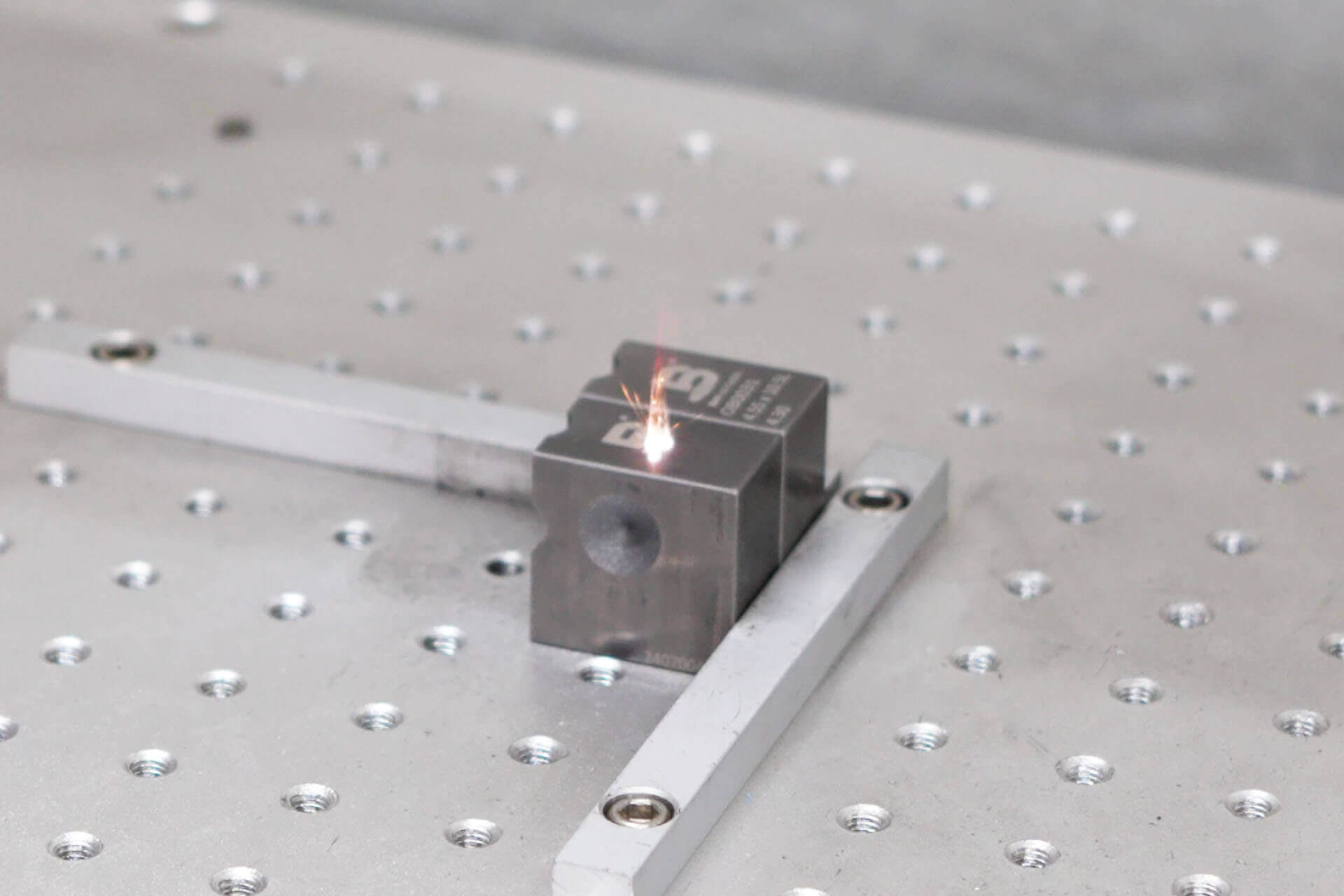
也稱為火花加工、電火花腐蝕、模具雕刻、線切割或線腐蝕,是一種利用電放電(火花)來獲得所需形狀的金屬製造工藝。透過兩個電極之間一系列快速重複的電流放電來去除工件上的材料,這兩個電極由介電液體隔開並受到電壓的作用。其中一個電極稱為工具電極,或簡稱為工具或電極,而另一個電極稱為工件電極,或工件。此過程取決於工具和工件不會發生物理接觸。使用傳統加工方法很難加工的極硬材料,如碳化物、陶瓷、鈦合金和熱處理工具鋼,可以透過電火花加工進行精確加工。
我們的噴砂工藝是在閉環櫃系統中進行的,與傳統的噴砂罐不同,它允許操作員噴砂工件,同時將用過的磨料保留在裡面。這可以保護操作員和周圍區域,同時實現磨料元素的回收和再利用。我們利用噴砂櫃進一步打磨、修改、拋光和細化模具表面。
當需要在較大的平面區域上進行光滑處理時,請使用我們的 3 軸自動平面磨床。透過 3 軸,可以進行複雜而精確的研磨而不會犧牲效率,並且可以輕鬆實現表面的整體品質。